


Industrial Valves for Food, Beverage, and Edible Oil | Phuc Minh
Industrial Valves in Food, Beverage, and Edible Oil | Phuc Minh
1. Introduction: The role of industrial valves in food, beverage, and edible oil industries
In food, beverage, and edible oil manufacturing plants, the piping system plays a crucial role in transporting, processing, and storing raw materials. To ensure stable operations and product quality, stainless steel industrial valves are indispensable components.
Valves regulate flow, control pressure, prevent backflow, and protect equipment safety. Especially in food production, all devices that come into direct contact with raw materials must meet strict food safety and hygiene standards.
Phuc Minh Engineering is proud to be a trusted supplier of high-quality stainless steel industrial valves, meeting the stringent requirements of food, beverage, and edible oil factories across Vietnam.

2. Common types of industrial valves in food, beverage, and edible oil industries
2.1. Stainless steel butterfly valves
-
Compact design, quick operation.
-
Suitable for large-diameter pipelines.
-
Widely used in beer, dairy, and beverage plants thanks to fast shut-off and easy cleaning.

2.2. Stainless steel ball valves
-
Quick shut-off with excellent tightness.
-
No liquid residue, CIP/SIP friendly.
-
Commonly applied in edible oil, beverages, and purified water systems.

2.3. Stainless steel gate valves
-
Suitable for main pipelines with less frequent operation.
-
Allow straight-through flow, minimizing pressure drop.

2.4. Stainless steel check valves
-
Prevent reverse flow, protecting pumps and piping.
-
Applied in edible oil, palm oil, and dairy industries.

2.5. Safety & pressure relief valves
-
Protect systems from overpressure risks.
-
Essential in heating systems, boilers, and edible oil processing lines.

2.6. Automated control valves
-
Operated by pneumatic or electric actuators.
-
Enable automation in production lines for food, beverages, and packaged goods.

3. Hygiene and safety standards for industrial valves in food – beverage – edible oil
Food industry applications demand the highest safety levels. Therefore, stainless steel valves must comply with:
-
Material: Stainless steel 304/316L – corrosion-resistant, non-contaminating.
-
Polished surface (Ra < 0.8 µm) – prevents bacterial accumulation.
-
International standards: FDA, 3A, CE, ISO.
-
CIP/SIP cleaning compatibility – ensuring pipelines remain clean and bacteria-free.
These standards guarantee that final products such as milk, beer, soft drinks, and edible oils maintain the highest quality, taste, and safety when reaching consumers.
4. Advantages of using stainless steel valves in food, beverage, and edible oil industries
-
Food safety compliance: materials safe for direct product contact.
-
High durability: withstands pressure and temperature.
-
Easy maintenance: quick disassembly and cleaning.
-
Cost optimization: long lifespan, fewer breakdowns.
-
Automation-ready: easily integrated with smart control systems.
5. Practical applications of industrial valves in manufacturing
-
Dairy and beverage industry: controlling milk, purified water, beer, and soft drink flow.
-
Edible oil and palm oil industry: transferring and storing oils, regulating heating and pressing processes.
-
Processed food industry: production of sauces, condiments, canned foods.
-
Brewery industry: fermentation tanks, blending, and bottling systems.
6. Why choose Phuc Minh Engineering?
-
Trusted valve supplier in Vietnam.
-
Genuine products: full CO-CQ certification, clear origin.
-
Wide range of renowned brands: Kitz, KSB, Klinger, Ritag, Nacional, Conval, Dantec…
-
Comprehensive solutions: technical consultation, product selection, installation support.
-
Competitive pricing & responsive service: nationwide delivery, long-term warranty.
7. Conclusion & Contact
Stainless steel industrial valves play a vital role in production lines for food, beverages, and edible oil. Selecting the right certified valves not only ensures product quality but also helps plants operate safely, efficiently, and cost-effectively while strengthening competitiveness.
👉 For consultation or detailed quotations on industrial valves for the food, beverage, and edible oil sectors, please contact:
Phuc Minh Engineering Co., Ltd.
🌐 Website: www.pm-e.vn
📞 Hotline: +84 902 800 728
📧 Email: sales@pm-e.vn
Related News
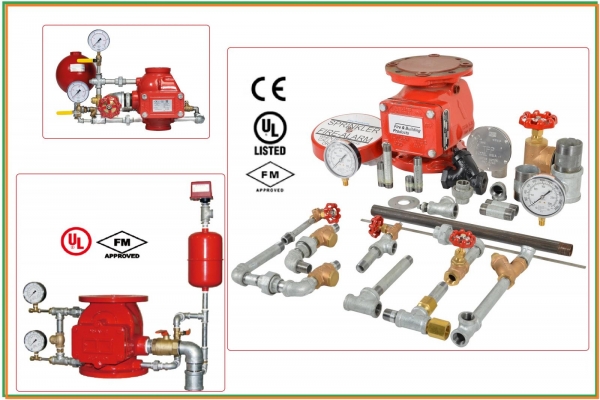
Professional Fire Protection Valve & Equipment Solutions – Leading Global Brands
24/03/2026
In any fire protection system, firefighting valves and water control equipment play a critical role in rapid response, system control, and the protection of life and property. Selecting products from world-leading brands that comply with international standards such as UL, FM, EN, and ISO ensures operational reliability, safety, and long-term performance.
Toyo Valve Japan – Official Genuine Valves 2026 | Latest Price List
01/04/2026
Get the latest 2026 prices for genuine Toyo Valve Japan. Wide range of industrial Toyo valves, full CO & CQ, competitive prices. Contact us for professional guidance.

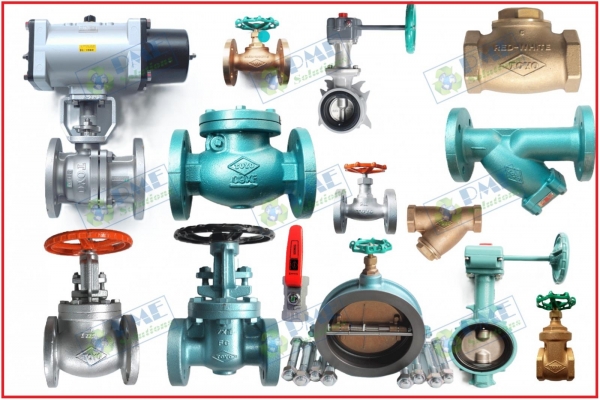
Industrial Valves
30/03/2026
Learn about industrial valves, types, applications, and latest prices. Contact Phuc Minh for high-quality valves and expert support.

Yuanda Valve Price – Genuine Industrial Valves | PM-E.vn
31/03/2026
Get detailed Yuanda valve quotes in Vietnam from PM-E.vn. We provide a wide range of industrial valves: gate, globe, ball, butterfly, Y-strainer, and couplings. Large stock, fast delivery, competitive prices, complete CO/CQ. Contact 0907450506 – 0902720814.

Quick Quote: Yamamoto Keiki – Genuine Japanese Pressure & Temperature Gauges for Industry
31/03/2026
Discover Yamamoto Keiki pressure gauges, thermometers, and pressure control devices – 100% made in Japan, highly accurate and durable, widely used in boilers, oil & gas, chemical, food & pharmaceutical, power plants, and HVAC systems.






VINVAL Z61Y-800LB Gate Valve DN25 (1") | Class 800#, Socket Weld (SW)
1,244,430 d 1,464,040 d

VINVAL Z61Y-800LB Gate Valve DN20 (3/4") | Class 800#, Socket Weld (SW)
829,610 d 976,010 d

VINVAL Z61Y-800LB Gate Valve DN15 (1/2") | Class 800#, Socket Weld (SW)
799,450 d 940,530 d


About us

PHUC MINH ENGINEERING CO., LTD
Head Office: 92/38, No.12 St, Quarter 18, Binh Hung Hoa Ward, Ho Chi Minh City, Vietnam.
Tax Code: 0314405007
Tel: +842835352125
Fax: +842835350254
Email: info@pm-e.vn
Website: www.pm-e.vn
Quang Ngai Branch:
Address: 123/4 Vo Thi Sau, Chanh Lo, Quang Ngai, 840255, Vietnam
- Policies and regulations
- Payments
- Shipping and forwarding
- Warranty Policy
- Complaint handling process
- Exchanges and refunds
- Privacy Policy
Return Policy
Social network
.png)







Copyright © 20017 Copyright by Phuc Minh Technology Co., Ltd